注:本文主要讲解冷弯成型机的轧辊调试方法,未经许可不得转载,违者必究!
一、微调:
当生产出来的冷弯型材不合格时,请从微调开始,不要一出问题就全部重新调整一遍轧辊,请切记这一条,不然调乱后可能很难重新调整好。
1、检查螺丝松动方式微调:
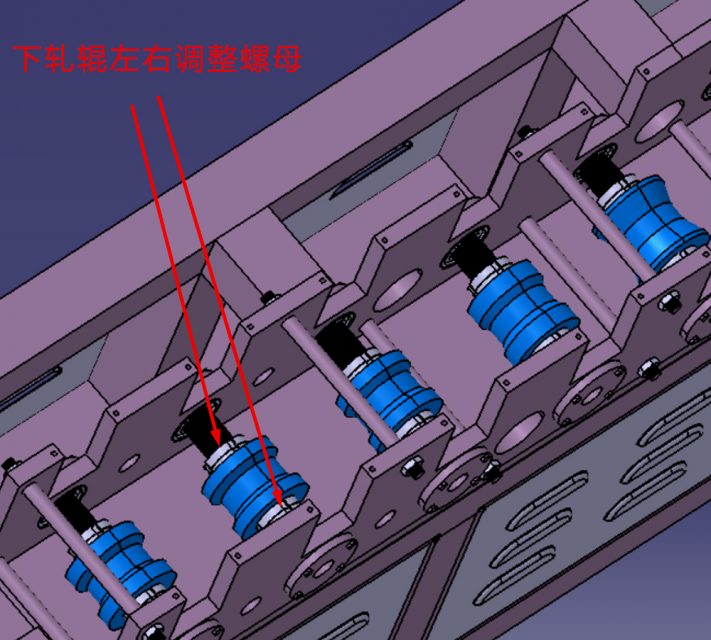
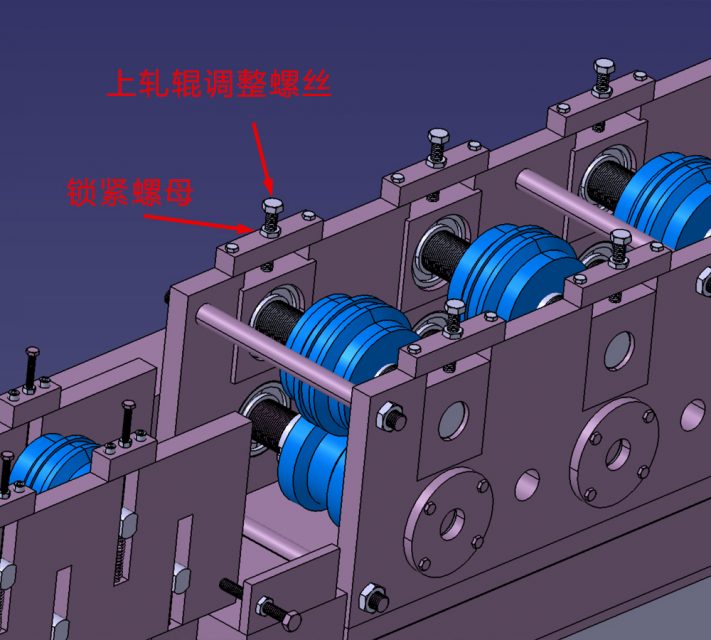
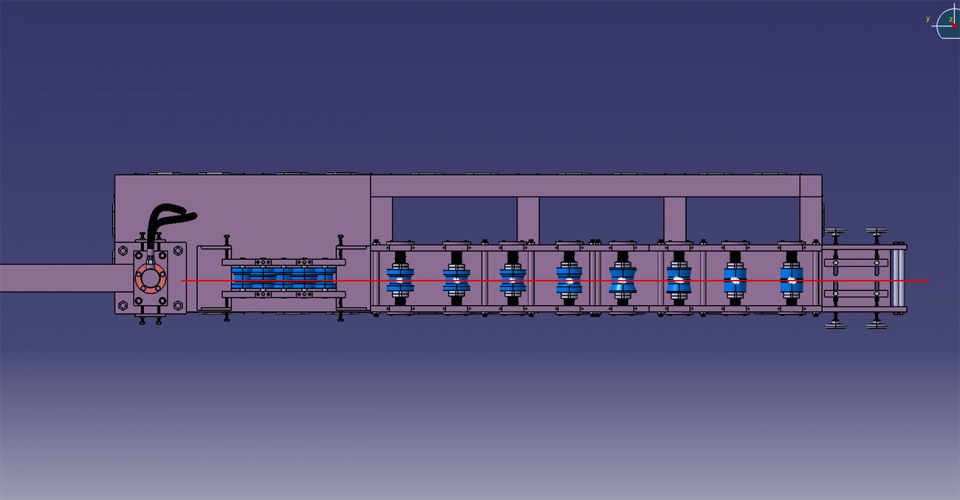
请先检查下排冷弯轧辊的左右螺母(如图一位置)、上排冷弯轧辊的向下压紧螺丝是否有松动(如图二位置)。
可以先用手去旋转,看是否有松动的,如果用手检查不出来,那接下来用凿子与铁锤(下轮螺母用)慢慢往紧的方向轻敲,或者用扳手拧向下压紧螺母(往紧方向轻轻拧),如果有出现松动的,则是对应轮子走位了。能确定哪些轮子走位,微调回到原位即可。也可以根据产品问题来决定是检查下轮还是检查上轮,如出现左右弯曲,则应先检查下轮左右走位问题,如出现上下弯曲或者边部波浪,可以检查是不是某一组或多组轧辊上轮与下轮之间左右间隙不一致,当然也不是绝对的,还得需要根据实际情况或者结合你的经验去判断。经过上面微调的讲解心得,所以建议我们平时使用冷弯成型机时,要特别注意维护保养,经常定时检查能活动的部位是否有松动,即可以防患于未然。
2、使用点动方式进料检查每组轧辊情况:
使用点动慢慢进料,按顺序依次检查每组轧辊,看看轧辊有没有左右移位,或者上下轧辊间隙不一致的情况。当材料进入到轧辊后,使用镜子和电筒照射检查。当材料准备进入轧螺或者刚好进入到轧辊时,可以大概看出来轧辊有没有走位,特别是走位严重的更容易看出来。当材料进入到轧辊,一边用镜子,一边用电筒照射,通过透光可以检查出上下轧辊之间的间隙。
二、大调:
当走位的冷弯轧辊太多,无法通过微调调整回来时,侧需要大调整,把全部轮子重新调整。
1、调整下轮:最终目标把所有下轮的轧辊中心点全部调整回到一条直线上。调试步骤如下:
A、使用色笔或者粉笔在每个下轮的中间涂抹一个区域,然后使用圆规刀(划线规,如图三)在每个下轮(涂抹了色笔的地方)划出中心线(如图四)。

B、在夹板两头确定中心点(可以在夹板两头固定一个木条,木条基本与下轧辊的上面水平,然后在木条上确定中心点,或者可以使用其它办法),然后在两头中心点拉一条直线,如图五。
C、把所有下轮的中心点全部调到直线上,这样就可以把下轮调整好,调整的时候一定要认真细心,否则装完上轮后又得拆出来重新调下轮。
2、调整上轮:最终目标是所有上轧辊与下轧辊间隙一致。
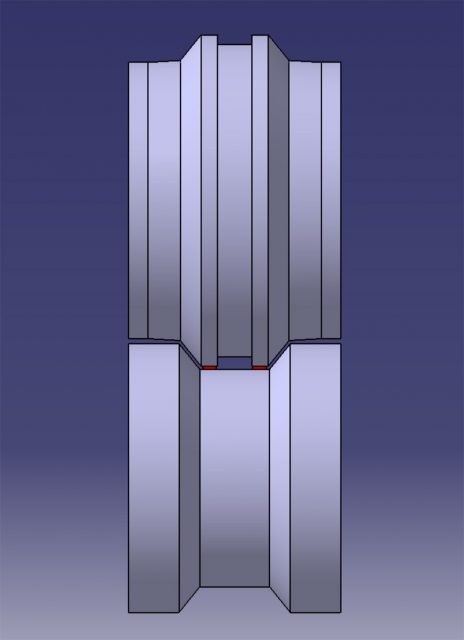
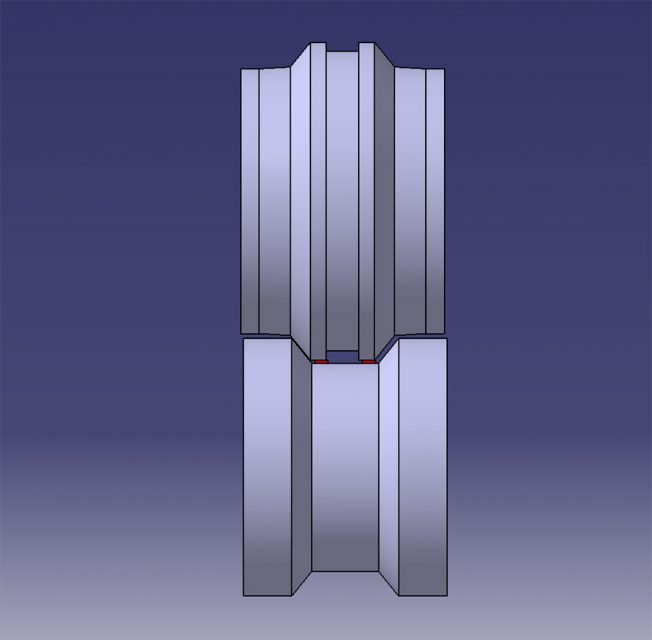
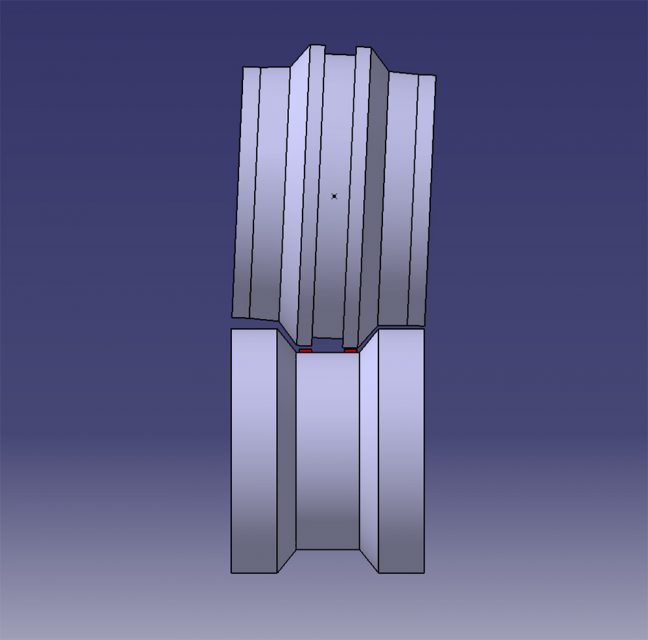
A、使用塞尺调试:如图六,把塞尺塞入上下轮之间,然后轻拧如下图的螺丝,拧到稍受力即可(或者先拧紧再松半圈,这个要靠手感,慢慢总结经验),主要目的是调试轧辊左右两间隙一致,然后可以用镜子放下去检查间隙,用电筒在轧辊对面照射,可以更清楚的看到调整后的间隙情况,如图六为正确调试,图七、图八为错误调试。
B、过型材调试:从入料组开始调,按顺序一组一组调,每调完一组,用点动方式进料,当料进到下一组的时候,调对应组的上轮(如图九),拧螺丝的力度参考上一条A。

结语:要想成为一个合格的冷弯成型机调试师傅,需要时间总结经验,培养一个调试人员并不容易。所以,企业需要培养的调试人员必须要谨慎选择,应该选择工作稳定,不随意离职,而且脑子比较灵活,有耐心、能吃苦、细致认真的人员去培养。